These are my input shaper values. The commented values are previous values, and are not necessarily in order. Measurements were taken 3 to 4 weeks apart roughly. What do these frequencies tell you about my rig? Thanks!
It is absolutely normal that X and Y are different. Usually X and Y axis have different mechanical layout, different drive system, different belt lengths etc. Also the printer’s frame typically is not symmetrical (regarding layout, extrusion lengths, mass etc), so it is behaving differently depending on the direction of the acceleration.
The best shape of the graph would be a single spike at a high frequency:
Higher frequencies have less impact on print quality, i.e. ghosting and alike.
Very narrow spikes mean that less shaping is needed, as the shaper can “concentrate” on a single frequency. Shaping introduces smoothing, so less “broad” shaping is preferable. The width of the shaper is determined by the type: ZV (very narrow) → 3HUMP_EI (very broad)
For your graphs:
X is very good, shaping freq is high and MVZ is sufficient
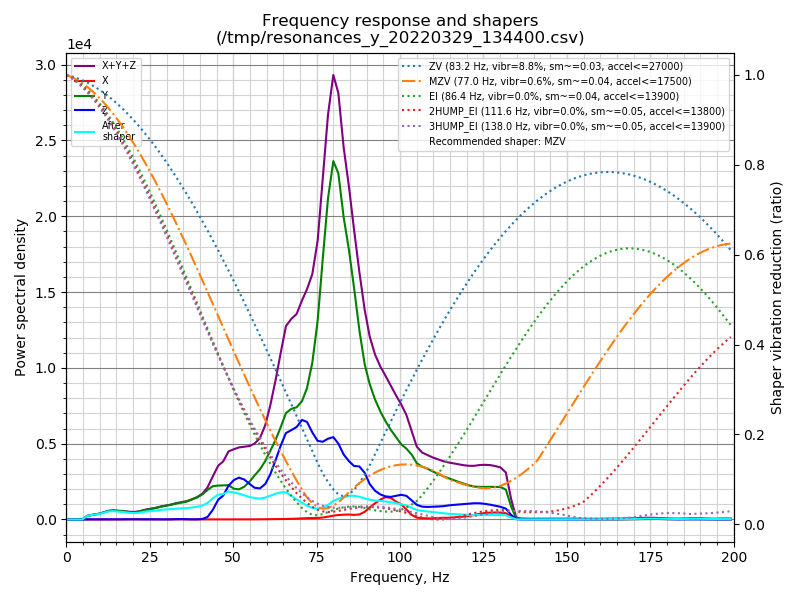
Y is also in an expected range
Both have quite broad bases, meaning that your systems “answers” to a broad freq range but luckily only with a pretty low intensity