If I do a Z-tilt adjustment, I would expect it to make an adjustment, but if I do another one straight away, I would expect it to be right and therefore need no movement, at least none more than the margin of error in tolerance.
However, it always moves. Usually, in a second adjustment, it moves both motors by very nearly the same amount, and on a third, it will likely move them both back by the same amount…
Send: z_tilt_adjust
Recv: // probe at -0.000,100.000 is z=0.272181
Recv: // probe at -0.000,100.000 is z=0.273434
Recv: // probe at 190.000,100.000 is z=0.267169
Recv: // probe at 190.000,100.000 is z=0.275941
Recv: // Making the following Z adjustments:
Recv: // stepper_z = -0.271816
Recv: // stepper_z1 = -0.274342
Recv: ok
[…]
Send: z_tilt_adjust
Recv: // probe at -0.000,100.000 is z=0.548808
Recv: // probe at -0.000,100.000 is z=0.548808
Recv: // probe at 190.000,100.000 is z=0.552567
Recv: // probe at 190.000,100.000 is z=0.557580
Recv: // Making the following Z adjustments:
Recv: // stepper_z = 0.073222
Recv: // stepper_z1 = 0.085734
Recv: ok
[…]
Send: z_tilt_adjust
Recv: // probe at -0.000,100.000 is z=0.468159
Recv: // probe at -0.000,100.000 is z=0.474425
Recv: // probe at 190.000,100.000 is z=0.461893
Recv: // probe at 190.000,100.000 is z=0.473171
Recv: // Making the following Z adjustments:
Recv: // stepper_z = -0.070237
Recv: // stepper_z1 = -0.077776
Recv: ok
Is that just due to the imprecision of the probing?
Is there anything I can do about it, or should I just stop worrying?
The difference between those two sets measurements is between .0018 and .0005mm Or 1 to .5 microns…
[/quote]
A solid point, well argued, but my margin of error is significantly bigger than theirs: mine is almost a whole tenth of a millimetre…
Perhaps not enough to worry about, but in that case, why do I go to so much trouble getting the Z-stop calibrated accurately?
What does your probe accuracy look like compared to mine?
17:57:01 // probe accuracy results: maximum 1.408750, minimum 1.405000, range 0.003750, average 1.406500, median 1.406250, standard deviation 0.001225
17:57:01 // probe at 249.987,199.987 is z=1.408750
17:56:57 // probe at 249.987,199.987 is z=1.406250
17:56:53 // probe at 249.987,199.987 is z=1.406250
17:56:49 // probe at 249.987,199.987 is z=1.406250
17:56:45 // probe at 249.987,199.987 is z=1.405000
17:56:42 // probe at 249.987,199.987 is z=1.407500
17:56:38 // probe at 249.987,199.987 is z=1.405000
17:56:34 // probe at 249.987,199.987 is z=1.407500
17:56:30 // probe at 249.987,199.987 is z=1.405000
17:56:26 // probe at 249.987,199.987 is z=1.407500
17:56:14 // PROBE_ACCURACY at X:249.988 Y:199.988 Z:11.400 (samples=10 retract=2.000 speed=1.0 lift_speed=15.0)
17:56:14 $ PROBE_ACCURACY
I will have to get back to you on that.
For reasons that are almost entirely unconnected with this discussion, the probe is no longer attached to the printer…
Send: probe_accuracy
Recv: // PROBE_ACCURACY at X:165.000 Y:110.000 Z:5.003 (samples=10 retract=2.000 speed=5.0 lift_speed=5.0)
Recv: // probe at 165.000,110.000 is z=0.862853
Recv: // probe at 165.000,110.000 is z=0.861600
Recv: // probe at 165.000,110.000 is z=0.862853
Recv: // probe at 165.000,110.000 is z=0.857841
Recv: // probe at 165.000,110.000 is z=0.855334
Recv: // probe at 165.000,110.000 is z=0.856587
Recv: // probe at 165.000,110.000 is z=0.855334
Recv: // probe at 165.000,110.000 is z=0.857841
Recv: // probe at 165.000,110.000 is z=0.855334
Recv: // probe at 165.000,110.000 is z=0.855334
Recv: // probe accuracy results: maximum 0.862853, minimum 0.855334, range 0.007519, average 0.858091, median 0.857214, standard deviation 0.003008
Recv: ok
I’m not sure how consistent it is: it seems to give different results in different places.
Your std deviation is good. That’s what you should be looking at.
You’ll usually always get different actual measurements at different points unless your probe and gantry are exactly parallel with the bed at every spot. The world would be far too easy for that to occur though.
You want to make sure your probe is getting approx. the same measurement in that single spot though. That’s what the std. dev. is for, which again, in this case is pretty good.
How far are your lead screws or pivot point from your nozzle on each probe point? Also, do you have first layer issues or is yours good every time?
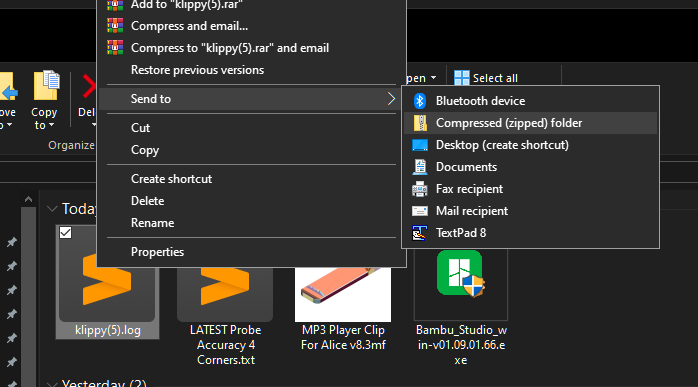
If you can upload your klippy log, it would help @TheFuzzyGiggler to get an understanding of how your printer is setup/config. Mine was too big where I had to compress it to zip file to get it under the 8mb
Last point first: I’ve been having terrible trouble with my first layers, but since posting in quest of ideas, I’ve realised that it’s a roll of PETG, where I thought it was PLA…
So now I have to fix all the things I broke looking for the wrong problem.
The lead screws are about 8cm from the bed and the probe is about 4cm from the nozzle in the X direction. I can get the tool to -20, so the probing is about 9cm from one end and 10cm from the other.
Currently I am wondering if I would be better off probing four corners, rather than somewhere in the middle… I’ll give it a try, but I think it will make it take too long.
Remind me how to upload a file here?
How did you manage to run it up to over 8Mb?
It’s in /tmp, so shouldn’t it be automatically deleted on a regular basis?
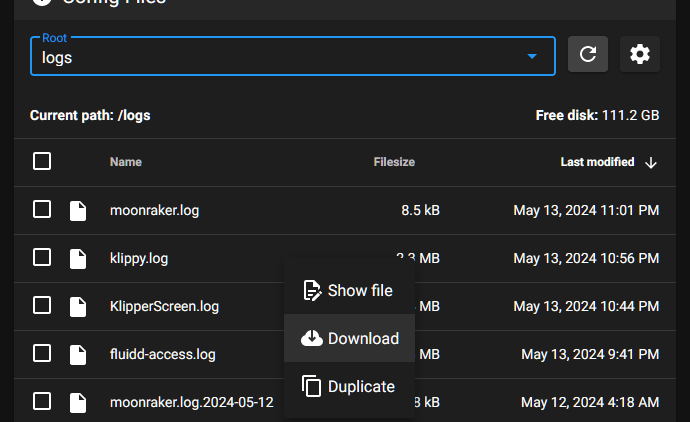
Are you using Fluidd or Mainsail? If in mainsail, you can select the log section then download to your pc. then right click it and compress it. If in Fluidd, I am not sure (I havent taken the time to figure that out yet).