Printer Model: Custom DBOT
MCU / Printerboard: BTT Octopus Pro
Host: Pi Zero 2 w
klippy.log klippy.log.zip (994.5 KB)
Hi all,
I am getting some pretty good result on my custom built DBot CoreXY printer (built by mashing 2x Anycubic Chiron’s together).
Travels moves are running 300mm/s @ 12,000mm/s² acceleration. But (possibly once per layer) I am getting a single very slow (looks like maybe 10mm/s) travel move and I am not sure why.
I was wondering if anyone had any ideas? Seems to do it on everything I have printed, could this be slicer related (I am using Orca slicer)?
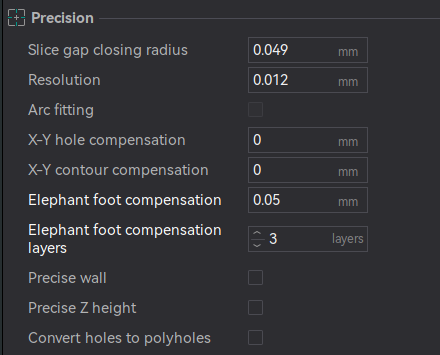
The issue rather seems to be that you have arcs enabled in the slicer but not in Klipper.
My vote would be to disable it in the slicer, but if you feel like then enable it in Klipper.
Well, having your slicer emit movement commands that cannot be interpreted by the firmware due to wrong configuration sounds like it could cause issues.
So I just checked Orca and the Arc setting is disabled (which makes sense, I don’t usually use Arc as my print results are of a quality I am happy with):